
PYB ORB alias CT-339 oder anders herum. So wird er gebaut!
- Björn Kempf
- 13. Feb.
- 5 Min. Lesezeit

Aktualisiert: 11. März

Schicht für Schicht zum guten Ton. Das ist der ORB. Das erste Projekt mit dem eigenem Waveguide, das war lange überfällig.
Los geht`s!
Das Gehäuse:
Das Gehäuse wird komplett im 3D-Druck auf einem FDM Drucker mit Filament hergestellt.
Anzahl Teile (pro Gehäuse): 15
Materialbedarf: 2000g pro Gehäuse
erf. Bauraum im Drucker: 256 x 256 x 256
Schwerstes Bauteil: ca. 1200g
Beim 2-geteilten Gehäuse 660g
höchstes Bauteil: 250mm
Überhänge: keine
Brücken: eine, 22mm
empf. Düsendurchmesser: 0,4mm
empf. Material: PLA
Dateiformat der Druckdaten: *.3mf - hochaufgelöst 0,004mm
Basics:
Es gibt 3 Grundvoraussetzungen damit dieses Projekt gelingt.
Arbeite mit hochwertigen Materialien. Wer im 3D-Druck am Material spart, der spart an der falschen Stelle. Ebenso solltest du das Material entsprechend der Herstellervorgaben trocknen.
Die Einstellungen für das Material müssen kalibriert sein.
Z-Offset
Verarbeitungstemperatur
Preasure Advanced
Flussrate
Druckgeschwindigkeiten
Der Drucker ist mechanisch korrekt aufgebaut und eingestellt. Dazu gehört auch ein Druckbett mit notwendiger Haftung.
Slicersetup:
Um es so einfach wie nur möglich zu machen, werden alle Teile des Gehäuses mit dem gleichen Setup gedruckt.
Schichthöhe erste Schicht: 0,2mm
Schichthöhe weitere Schichten: 0,2mm
Anzahl der unteren und oberen Schichten: 5
Wandlinien: 3
Die 4 Teile aus denen der Trichter des Waveguides besteht, muss mit 2 Wandlinien gedruckt werden!
Infill: 15%
Infillmuster: Gitter
Das Gehäuse

Nach dem Import in deinen Slicer schlagen einige Slicer die Vereinfachung des Models vor. Alle Druckdaten für den ORB sind sehr hochauflösend, eine Vereinfachung würde die Qualität der Datei verschlechtern, also lassen wir das.
Die Berechnung des Slicings dauert etwas, das Ergebnis lohnt sich aber.
Das Gehäuse wird mit der Rückseite auf dem Druckbett platziert. Bei den Druckgeschwindigkeiten würde ich mich eher an dem unteren Ende deines Druckers orientieren. Das von mir verwendete Material unterstützt Druckgeschwindigkeiten von bis zu 300mm/min. Ich werde dieses Gehäuse jedoch mit 100mm/min ausdrucken. Gerade bei Gantry-Druckern (Bettschubsern) sollte man nicht vergessen, das dieses Teil nach Fertigstellung 1300g auf die Waage bringt. Das macht einem zu schnell eingestellten Drucker zu schaffen. Eine Druckzeit von 36-48 Stunden sind normal, es dauert eben so lange.
Das Druckbett sollte ebenso entsprechen vorbereitet sein. Zur Sicherheit sollte ein Sprühkleber verwendet werden. Bei Druckern mit geschlossenem Bauraum solltest du ebenso die Bauraumtemperatur im Auge behalten. PLA mag es nicht zu warm. Öffne den Deckel deines Druckers damit die Wärme entweichen kann. An alles gedacht? Dann kann es losgehen!
Sobald der Druck gestartet hat, solltest du ihm kurz deine Aufmerksamkeit schenken. Die erste Schicht muss sauber sitzen, ohne Lücken oder Aufwürfe. Ist das geschafft, heißt es abwarten.

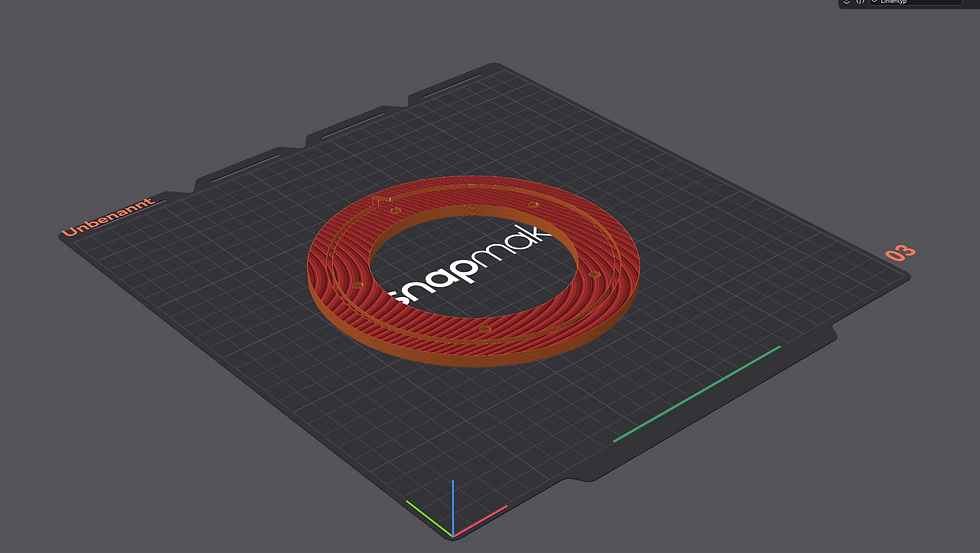
Sofern dir dieses große Teil zu riskant ist, kannst du alternativ auch die 2-geteilte Version des Gehäuses drucken. Die beiden Hälften werden dann einfach verklebt. Der Materialbedarf bei der geteilten Version ist aufgrund der Klebestellen etwas höher, das Gewicht der Teile liegt deutlich unter 1000g wodurch sie sich aus jeweils einer Rolle herstellen lassen. Auf dem Druckbett müssen die Teile so ausgerichtet werden, dass sich die spätere Klebestelle oben befindet (siehe Bild).
Die Front
Wir machen mit dem nächsten Teil weiter, dem LS-Adapter. Dieser wird wie abgebildet auf dem Druckbett platziert, die Stellen in denen später die Muttern sitzen, zeigen nach unten.
Das Teil wurde so konstruiert, dass keine Stützstrukturen notwendig sind!

Die Blende wird mit dem Gesicht nach unten auf das Druckbett gelegt. Die erste Schicht kann man, sofern man möchte, mit dem Muster "konzentrisch" Drucken. Dadurch ergibt sich ein sehr schönes und gleichmäßiges Druckbild.

Die Z-Naht wird bei der Blende an der Stelle platziert, wo sich die Kerbe in der Frontblende befindet. Da sich dieser Bereich später hinter dem Waveguide befindet, ist sie dadurch nicht mehr sichtbar.
Der Fuß

Die beiden Teile für den Fuß sowie den Sockel können zusammen gedruckt werden. Die beiden Hälften werden dazu mit dem Bund an dem die Verschraubung erfolgt, auf das Druckbett gelegt. Zur Verbesserung der Haftung kann man noch eine Umrandung aktivieren. Diese war bei mir bisher jedoch nicht notwendig. Auch wenn auf diesem Fuß später der Lautsprecher steht, ist ein Infill von 15% vollkommen ausreichend.
Der Waveguide

Halter und Adapter passen sehr gut zusammen in einen Druckauftrag. Die Ausrichtung des Halters sollte beachtet werden, man schaut von oben in das Gewinde.
Sofern dir die Herstellung des Gewindes Probleme bereitet, drucke den Halter in einem separaten Druckauftrag, reduziere darin die Schichthöhe auf 0,15mm

Das Außengewinde der Abdeckung sollte sich in der gewohnten Schichtstärke 0,2mm herstellen lassen. Bedingt durch die Rillen ist die Laufzeit relativ hoch. Für ein schönes Druckbild solltest du die Geschwindigkeit für die Außenwand etwas reduzieren.

Nun fehlt nur noch das Teil "WG", diese bilden den Trichter des Waveguides.
Die Ausrichtung erfolgt wie abgebildet. Dieses Teil muss mit 2 Wandlinien und 15% Infill (Gitter)gedruckt werden. Der Hintergrund ist ein einkalkulierter Wärmeverzug im 3D-Modell. Nur so werden die Teile später passen.
Zusammenbau Gehäuse

Im ersten Schritt wird der LS-Adapter vorbereitet. Dazu werden die Muttern an der vorgesehenen Stelle eingesetzt. Diese kann man mit einer Zange eindrücken, oder mit Hilfe einer passenden Schraube von der anderen Seite einfach einziehen.
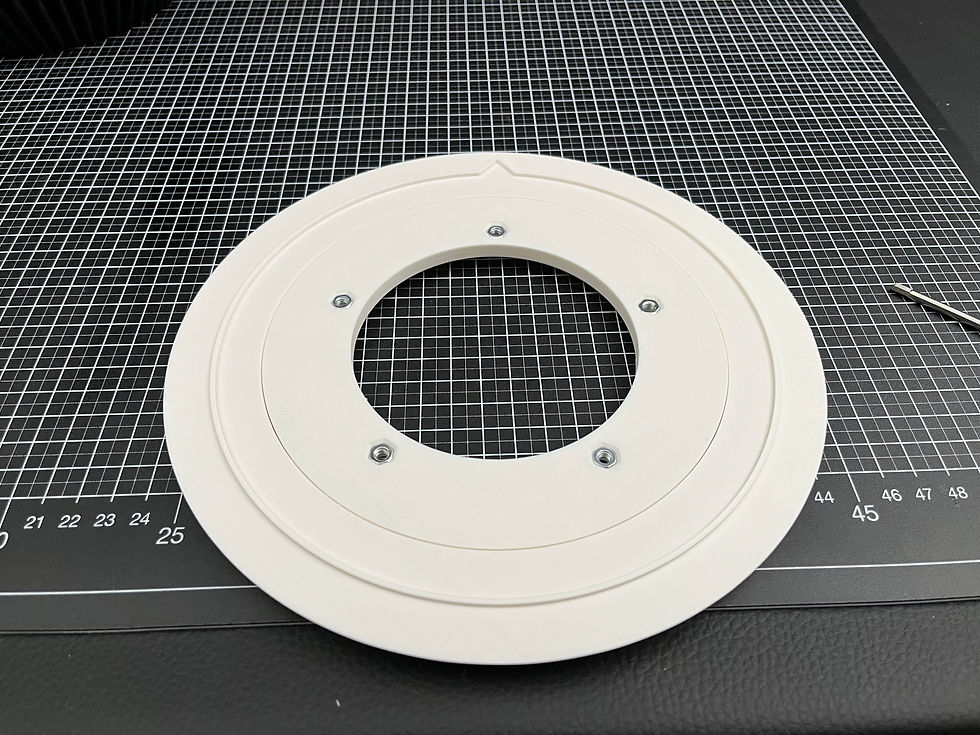
Der LS-Adapter wird dann mit Klebstoff in der Blende verklebt. Die Ausrichtung ergibt sich dank des hervorstehenden Bundes von selbst.

Bei dem zweigeteilten Gehäuse machen wir mit dem Teil weiter, in dem das Bassreflexroh sitzt. Auf der Innenseite der Nut wird Klebstoff aufgetragen. Ich habe auf der Außenseite zusätzlich noch einige Punkte Sekundenkleber platziert. Das solltest du nicht so machen, der Klebstoff kann dabei nach außen dringen und dann hast du ihn sichtbar an deinem Gehäuse.

Nun kann die zweite Gehäusehälfte aufgesetzt werden. Anschließend wird wieder Kleber nach Abbildung aufgetragen. Dort wird dann die zuvor montierte Blende aufgesetzt.
Nach Abschluss dieser Montageschritte sollte das Gehäuse für 3Stunden trocknen.

In der Zwischenzeit können wir den Fuß montieren. Die beiden Fußhälften werden mit 4 Schauben miteinander verbunden. Ebenso können die Terminalklemmen eingebaut werden.

Die 4 Teile des Waveguide werden mit Sekundenkleber miteinander verklebt. Das solltest du dann mal 10 Minuten aushärten lassen, danach wird der Adapter ebenso mit Sekundenkleber befestigt. Mit dem Kleber kannst du sehr sparsam umgehen!






In den Halter des Waveguides, den zuvor montierten Waveguide sowie in dem Fuß werden nun die Schmelzhülsen mit einem Lötkolben eingeschmolzen. Der Lötkolben sollte dazu heiß genug eingestellt sein, 400° dürfen es ruhig sein.

Die Schrauben für den Fuß (M4x40)werden von unten durch den Sockel in des Gehäuse geführt. Die Muttern werden dann im Gehäuse angebracht. Die Unterlegscheiben bitte nicht vergessen!

Danach folgt der Halter für den Waveguide. (M4x20)

Der Waveguide wird dann mit 2 Schrauben am Halter befestigt.
An den FRS5X und den W100S werden dann die Kabel angelötet. Das Kabel für den FRS5X sollte nicht zu kurz gewählt werden damit es sauber im Gehäuse verlegt werden kann. Das Kabel des FRS5X wird dann durch den Halter in das Gehäuse geführt. Von dort aus verlaufen die Kabel des FRS5X und dem W100S durch das Gehäuse in den Fuß.

Die Teile für die Frequenzweiche werden im Fuß verstaut. Damit die Teile auf ihrer Position bleiben, habe ich sie mit einem doppelseitigen Klebeband gesichert. Wenn der Fuß mal verschlossen ist, können sie eh nicht mehr weg. Der Aufbau erfolgt nach beiliegendem Plan, ebenso die Verlötung der Teile.
Sobald die Frequenzweiche verlötet ist, muss noch die Verkabelung zum Termial erfolgen.
Danach kann der Deckel verschlossen werden.

Nach erfolgreichem Hörtest werden noch die Klebefüße angeklebt. Mit dem ORB holst du dir ein Hörerlebnis nach Hause. Ich wünsche dir viel Spaß mit deinem ORB und viele lange Abende mit toller Musik.